



客户解决方案
TOTAL CUSTOMER SOLUTIONS
博锐依据客户的不同需求,提供系统化的客户解决方案。博锐拥有全面的产品体系,提供一站式模具设计制造中心;
博锐拥有专业的技术团队,提供全流程的技术支持和客户服务;
以客户需求为中心,解决客户疑虑,为客户提高价值。
博锐拥有专业的技术团队,提供全流程的技术支持和客户服务;
以客户需求为中心,解决客户疑虑,为客户提高价值。
产品质量,就是生命
PRODUCT QUALITY IS LIFE
博锐产品精益求精,拥有数台高精密的线切割,电脉冲,工艺铣床,磨床以及专为热流道模具加工的日本进口慢走丝设备,且公司拥有完善的技术团队。
从供应商的筛选、原材料检测、生产工艺流程标准、产品生产过程控制、成品检测到售后质量跟踪,
博锐秉承行业专业标准,践行视质量为生命的核心价值观。
从供应商的筛选、原材料检测、生产工艺流程标准、产品生产过程控制、成品检测到售后质量跟踪,
博锐秉承行业专业标准,践行视质量为生命的核心价值观。
创新技术,铸就精品,护航安全
INNOVATIVE TECHNOLOGY,CAST QUALITY, ESCORT SECURITY
博锐在技术的研发创新上,引进专业人才和先进设备,确保为客户提供高品质的模具
更能为客户提供诸多生产加工上的全套解决方案
可为客户量身订制出产品设计方案,模具产品以及试模等一体化服务
更能为客户提供诸多生产加工上的全套解决方案
可为客户量身订制出产品设计方案,模具产品以及试模等一体化服务
- 荣誉资质
- 专注创新
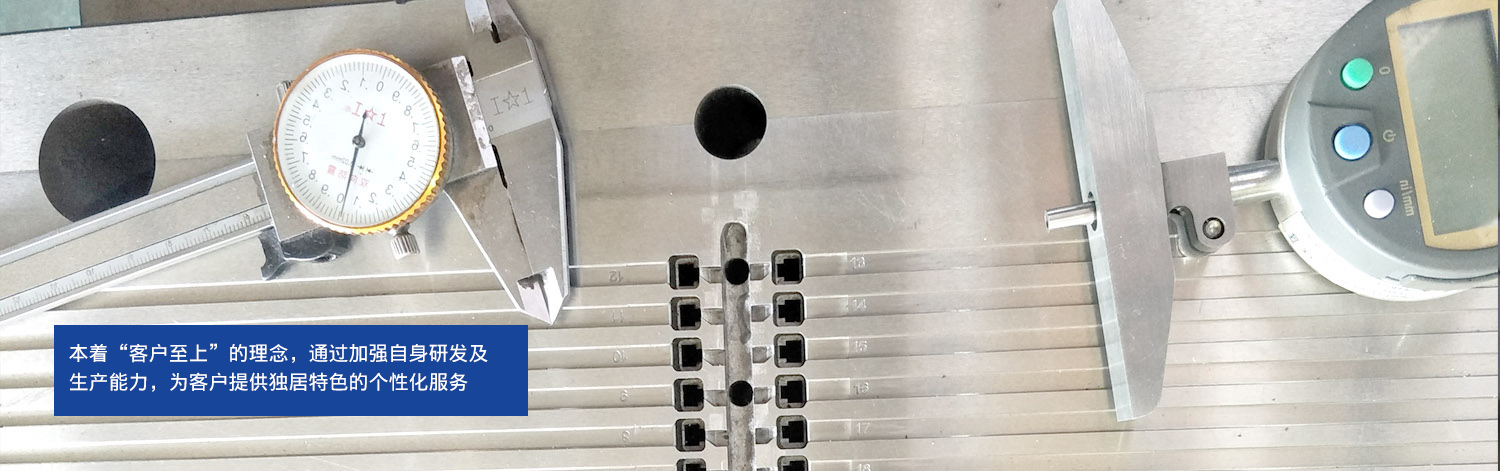
- 定制化供应
- 技术交流
- 技术服务


- 公司新闻
- 行业资讯

Copyright © 2021 博锐 All Rights Reserved.
 客服1
客服1